目前制造企業生產過程管理現狀
1. 經過多年信息化實踐,大部分制造企業不同程度的實施了ERP系統。有些甚至實施了CRM,SCM,PDM,CAPP等信息化系統。生產線硬件設施方面裝備了很多自動化控制程度很高的高精尖設備,單工序或機臺實現了半自動化或自動化生產。但是,整體生產過程信息化系統系統程度仍然很低,計劃系統ERP得不到執行層實時的生產進度以及質量方面信息,大部分企業還停留在人工收集信息階段,耗時費力,效率低下。同樣的采集信息可能來此多個部門或多個獨立的系統,數據質量低,無法形成統一的優化數據,對企業生產現場進行有效指導與控制。
2. 生產現場情況呈現“暗箱” 狀態,可視化透明程度低,人工模式收集統計生產現場數據,效率低,完整性差,可利用價值不高。致使現場管理與控制不能及時收集有價值的數據進行分析與處理,管理決策得不到強有力的數據支持,管理不能形成閉環控制。
3. 計劃與執行的上下層數據不暢通,生產計劃缺乏動態適應能力。
4.對生產計劃,尤其是面向工序機臺層面的作業計劃,不能實現實時智能化調度排產,生產計劃缺乏均衡性與可預知性,難以優化運行。主要還是依靠生產管理人員經驗安排生產任務,因而生產計劃無法確保按時完成,不能有效降低成本。生產處于救火或不斷加班等無序狀態。
5.應用軟件相互孤立,生產現場可能存在著相互之間獨立或者聯系松散性應用軟件,這些系統缺乏整體規劃,自成體系,缺少數據交換和過程集成,人為的形成了信息交換的壁壘,形成信息化孤島,增大管理成本,數據的一致性以及互聯互通性差,維護困難。
6.ERP系統和現場的自動化系統之間出現了管理的斷層,對于車間工序級的調度排產和現場數據及時采集的實時性要求,它們往往顯得功能單薄或束手無策。

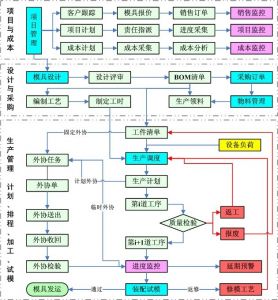
微締MES-EM系統核心功能展示:
1.工藝工時優化模型:
大部分工廠產品生產存在如下幾個方面的問題:
1)工藝工時定額或規劃設置并非最優,沒有參考數據進行修訂。
2)工藝工時是一個依據生產過程的變化而變化的動態平衡活動。需要不斷的進行優化以及修訂過程。
3)一般車間缺乏科學合理的統計學算法調整模型。
微締MES根據工時定額動態優化算法將每一次的采集的實際工時依據一
定的統計算法模型,并結合產品在此工藝工時下的合格率與完成率,給
出一定時間段內最優工藝工時以及定額數值,作為工廠在該時間段內的
工藝工時定額。這個值可以使用在產品制造過程管理中,作為員工績效
考核與工廠優化排產的依據。
2.實現數字化車間管理:
(一)加工任務推送與生產實績查詢自動化
傳統管理模式下,車間加工任務通紙質的派工單,領料單,流轉交接單,加工圖紙,工藝卡片或作業指導書,檢驗表單,工時與產量統計表單形式在車間流轉。通過微締MES系統在每個機臺邊設置工業平板電腦或者在生產工序集中設置工作查詢電腦臺,可以實現如下紙質表單省卻。
1)通過計算機輔助調度排產以及加工任務自動推送到這個現實終端上,可以省卻派工單,工藝卡片,作業指導書,檢驗標準等紙質單據在車間的流轉。
2)通過系統上傳加工工藝與定額以及圖紙,可以實現加工工藝的查詢,檢驗標準的查詢,加工的2D以及3D圖紙的查詢等。
3)通過與終端設備的數據采集與刷卡提交,即可以省卻產量統計表單以在制品流轉過程中流轉單等。
4)通過在線檢測數據的采集與提交,可以省卻檢驗反饋以及統計報表。總之,通過微締MES系統應用,可以使產品生產過著中的數據,在車間流轉過程中,真正實現無紙化的加工與管理模式,此模式可根據用戶硬件的配置情況,也可分階段逐步實現。
(二)加工過程中進度,產量以及質量,設備資源負荷等數據采集自動化
通過對機臺設備的生產過程實時數據進行采集提交,使車間生產過程透明化,可以將生產過程中的數據通過可視化電子看板,實時展示生產實績信息:
1)現場電腦提交方式;
2)條碼掃描方式;
3)機臺工業平板電腦觸摸方式;
4)機臺聯網采集方式
(三)生產過程中進度,產量以及質量以及設備資源負荷監控平臺
通過對機臺設備的生產過程實時數據進行采集提交,使車間生產過程透明化,可
以將生產過程中的數據通過可視化電子看板,實時展示如下信息:
1)批次產量及進度,合格率,不良品數量及類別實時在線反饋;
2)設備資源負荷及狀態實時監控與展示;
3)批次生產計劃進度跟蹤;
4)實時查詢,可視化數據動態展示,實現車間生產過程透明化與無紙化管理。
5)物料,模具工裝與刀具配送跟蹤監控
6)缺料預警及異常問題反饋處理
7)質量實時在線反饋及質量分析圖表
8)批次成本實時跟蹤管理