根據汽車加工行業MES系統的需求,整合MES系統將現有的 系統(如SCM、ERP、SPC)聯系起來,成為多個系統中實現數據交互的橋梁與平臺,并能實現與與公司內ERP的系統進行數據交互。同時要能實現與生產密切關聯,系統中能反映并分析出生產情況,并能依據系統來追溯和跟蹤。從業務發展的全局考慮,把握對MES系統的需求,同時兼顧具體的實施步驟,滿足發動機的發展要求,經過對發動機公司相關部門的需求進行詳細調研。
建立完善的MES系統體制,從ERP中接收生產計劃,協調生產,生產計劃生產進度對比,生產BOM信息管理,在線物料跟蹤和質量控制,品質分析等,系統構筑管理 生產計劃模塊,物料管理,倉庫管理功能模塊,品質追述功能模塊,刀具管理模塊,完成品倉庫管理功能模塊,生產現況以及人員管理等。
通過MES項目的建設,在汽車零部件行業車間內建立具有實時型企業特質的物流管理、數據管理能力,改善企業的生產績效、質量和服務水平。在現場,結合條碼識別技術進行數據采集,實現物流的精細化、透明化、實時化、數據化、一體化管理。具體目標如下:
建立從原材料入庫檢驗、生產過程半成品檢驗、產成品檢驗的完整質量檢驗記錄和產品質量檔案,滿足工廠自身管理要求和客戶對產品的質量管理要求;在線、實時掌控生產現場狀況,記錄、跟蹤和分析生產制造過程中各種事件和異常;建立現場的質量管控體系:開線檢查、首件檢、抽檢、質量檢驗;生產工單計劃,針對各加工中心合理安排工單;建立目視化的現場管理和監控體系,實時獲取物流環節的各項績效指標,做到全程數據透明化和可視化。
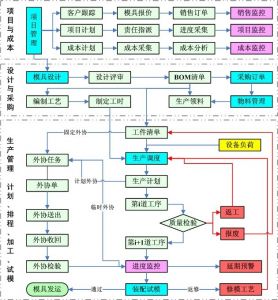
MES主要功能模塊,有生產管理、物料管理和質量管理等,在MES中所有的生產流程都是必須標準化的,比如說在生產管理設備集成、自動排程、數據采集等。從業務模塊的流程來看,從整車分解到零部件,這個是SAP管理范疇,拿到零部件定單之后,系統自動導入MES系統當中,根據一些排產規則,當然排產規則是基于業務需要、工藝復雜程度、物料優先級做一些自動化的排產。排產之后,由計劃發布到生產車間,同時定單發布以后,也可以支持插單、刪單的處理。計劃發布以后到了生產車間的層級會拉動物料的配送計劃,接下來就會物料的管理,在物料層次上把計劃發到倉庫,倉庫會根據物料的不同種類,把物料按照一些不同程度進行分類,對一些小的零部件按照一次性配送到工位的方式,對一些重要的安保件實行單個的條碼管理,這樣倉庫是按照計劃排出來的生產隊列,按批次按生產節拍配送到對應的工位。
在生產執行過程中,MES在生產車間這塊,會掃一個條碼,上面有一些采集點,在每一個采集點進行數據采集,根據企業不同情況,我們做了一些過程物料和質量數據的采集。比如說工藝參數,設備的工藝參數,這個里面提到了一些和設備的集成,比如說擰緊機、壓力機,比如說擰緊機完成了之后也會把數據反饋回去,完成數據采集。同時在生產過程中有質量人員巡檢以及入庫以后的檢驗,同時系統也提供過程檢驗,如果出現問題之后會通過MES的終端反應到相關的業務部門處理。

· BOM管理 : 根據相對應的生產計劃推導出各級物料需求,并對其進行管理,采購以及物料進行預警設置。
· 生產線生產過程監控:對裝備線上缸體的加工流程進行數據采集,NC程序上的數據讀取,設置品質重點工序品質預警模塊,例如對加工過程中缸體扭矩的 監控,加工和裝配數據系統集成,通過上位系統的檢查可以時時查詢生產現況。
· 數據采集:通過現有線上的掃碼設備實現上、下線、入庫報完工,實現實時監控生產情況,減少出錯,并根據生產線數據采集的數據生成生產日報表。
· 廢料管理:廢料的系統登記,以及生產線上不良品下線的管理,系統分析不良現況并對工廢料廢進行相關查詢。
· 入庫管理: 對生產線上下線的產品自動掃碼入庫。
· 品質查詢:通過對現場數據采集,MES系統中對機加工、總裝和熱/冷試質量信息,熱/冷試信息、故障規律及入庫合格率查詢。
· 品質分析:實現關鍵設備工序的機加工料廢、工廢信息自動上傳系統并能自動計算成本損失,無需現場檢驗員手工錄入。
· 品質報表:實現產品關鍵件和產品質量信息的追溯和查詢,并且實現批量查詢,形成質量分析報表。
· 外部件品質管理:對原材料倉庫的外購件購買的時候進行掃碼入庫,實現外購件檢驗信息的查詢和追溯。
· 庫存實際:對各個庫存的物料條碼化的管理,入庫和出庫全部通過掃碼來進行登記,入出庫人員,時間等信息管理,系統中查詢倉庫中的庫存量,位置等信息。 并能實現在線盤點,掌握倉庫的收貨,出貨情況。
· 庫存預警:設置庫存警戒,以及通過BOM系統的物料推算來實現線邊倉生產物料不夠時的及時報警功能。
· 庫存管理:報廢發動機退庫功能管理,倉儲損耗,以及運輸損耗的管理。
· 外購部件物料管理.對外部構件的條碼統一標準,外購件實現掃碼入庫,系統采購的順序,系統自動生成,物流方式在系統中登記進行。
· 成品條碼管理:發動機生產線下來之后進行標簽條碼的產成品入庫,條碼信息反映生產工序,品質問題,部件來源等相信信息。
· 銷售管理模塊:根據銷售制定的出貨計劃,出貨按客戶別掃碼進行,發行出貨單,登記實際出貨時間,以及可進行返品的管理。
· 刀具入出庫管理:在倉庫安放PC以及掃碼設備,對有條型碼的刀具進行條碼的錄入,沒有條型碼的在對其裝載盒體張貼條碼,所有的盒體進行條碼話的管理刀具入出庫均需要進行掃碼登記管理。記錄刀具使用情況,刀具位置,刀具使用壽命等
· MES刀具查詢功能 刀具的壽命管理,追溯刀具的使用次數,刀具庫存報警。并能實現對刀具信息的模糊查詢。
· 刀具審批流程: 實現電子審批采購計劃流程,監控集中采購部計劃下達情況,供應商庫存信息。
· 刀具工藝管理: 實現刀具與其對應的加工工藝流程關聯。能通過刀具來查看該刀具所放置現場的位置,加工的工藝路線等情況。
· 刀具記錄管理:刀具基礎管理中設定刀具的保養周期,形成維修,保養記錄報表。
· 刀具跟蹤 :實現對刀具的供應商,維修商進行管理,根據系統分析,對供應商評定等級,信譽度,以及跟蹤刀具的維修記錄。
· 刀具外派管理:對刀具的外借進行限制,依據刀具的類別和外借人,實現在規定的時間內,外借人能借到某類刀具的最大數。
· 人員信息統計分析,以班組為單位,對機加工車間和裝配車間的人員相關信息進行統計分析,統計的指標主要有人員的出勤率。 生產記錄班次/工位操作人員信息記錄(工段長負責配置工位與加工人員的對應關系)由工段長通過軟件界面設定安排機加工車間缸體、缸蓋線的各工序加工設備運行的操作人員信息,使操作人員信息與加工工序、加工設備、完工件編號進行關聯。由工段長通過軟件界面設定安排裝配車間各工位的安裝的操作人員信息,使操作人員信息與加工工序、加工設備、發動機編號進行關聯。
· 設備管理 :通過PLC讀取設備的工作狀態,系統可設定設備的可動/不動狀態,設置系統管理功能,管理設備維修,分析,優化等功能,消除瓶頸環節對生產的制約,實現設備最大利用率。
· 生產控制:下位GPC-MMI控制系統主要用來生產數據采集,鋼蓋線的數據采集,鋼蓋線條碼打印,鋼體的上線OP-10----OP-160的生產線上的數據采集 ,生產線上信號的采集,關鍵數據的采集控制報警等:比如OP-040上力拒的數據采集。
· NC程序通信:與NC程序進行通訊,實現NC 程序的自動上傳和下載、NC 程序的統一管理、NC 程序的統計查詢。NC 程序的統一命名、NC 程序的版本 管理、NC 程序的權限控制管理。

裝配線每個工位通過掃描條碼進行數據確認也可通過PLC設備提供信息。
裝配線電動擰緊設備,記錄對應螺栓的擰緊扭拒,提取扭拒值信號。
識別記錄在線產品的品種及序列;識別記錄每個缸體對應在每個工位的裝配操作時間;關鍵工位扭拒值于其余數據一起做對應記錄;識別記錄每個缸體在下線工位的實際產出下線速度;設定要求操作時間,對未能在要求時間完成裝配任務的工位進行報警響應;對已經記錄的數據做統計學分析;生產線作業指示生產進度(大屏幕顯示);對生成產品進行產品標簽發行.
物料原材料掃碼方式投入信息;作業計劃選擇(選擇當先生產的產品型號對應的作業計劃);掃描條碼進行數據確認;物料不良信息錄入,工藝錄入(MASTRDATA選擇);系統裝備時間記錄;相關扭拒等關鍵數據記錄;下線速度計算;時間報警(對沒有按設定時間完成任務的批號);作業完成度顯示(大屏幕顯示 );產品標簽發行;其他.

以上為部分解決方案內容
上一篇:微締MES-V智能工廠智能車間