機械行業與國民積極密切相關,屬于周期性行業,資本、技術及勞動力密集型產業。機械行業內部子行業眾多,產品覆蓋范圍廣泛,行業技術水平參差不齊。
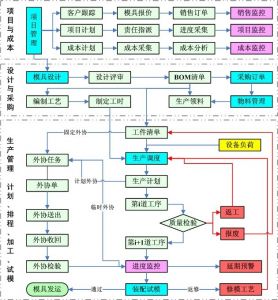
機械行業具有以離散為主、流程為輔、裝配為重點的主要特點。機械行業企業的MES需求主要包含數據采集、生產計劃管理、物料管理、追溯管理、質量管理、設備管理等功能模塊。
下面以某制造閥門的機加工制造企業為例,詳細介紹機械行業MES的個性化需求:
1.數據采集與分析
Ø 通過條碼方式采集車間中存在的大量生產數據;
Ø 采集數據包括加工進度數據、人員完工記錄、機床調試時間等信息;
Ø 通過數據分析器對采集回來的數據進行分析。
2.數據接口及系統集成
Ø 產品的工藝信息需要與PDM或者CAPP系統集成。物料信息需要與ERP系統集成;
Ø 設備、人員、在制品等信息需要從MES其他模塊中獲取。
3.作業計劃制定
Ø 生產計劃接收及分解。實現從ERP系統接收或者由相關人員手工導入月生產計劃,接受生產計劃并將其分解為任務單元、平衡設備能力、指派加工設備、編制作業計劃。主要包括對月、周、日計劃的編制、調整、查詢;能力需求;設備能力負荷;物料需求;工具需求等;
Ø 作業計劃預編制。實現初步作業計劃的自動生成。其中,數據接口負責與其他信息系統集成以獲取需要的設備、人員、物料等信息;經驗數據為調度提供合理依據;調度模塊則封裝了調度規則實現作業計劃的初步生成;
Ø 對產品的生產工藝,支持工序與工步的兩層設定,對工序的工作進行檢討,平衡工序的標準公式,定義出大工序,對工序細化到每一個工步,定義每一個工步的標準工時;
Ø 經驗數據修正。通過分析采集回來的數據對經驗數據進行修正,以保證其實用性和準確性。根據產品的交期和各階半成品的生產提前期安排車間的生產計劃。
4.車間調度管理
Ø 車間調度管理包括了工序合并、物料申請、首工序派工、轉序單派工、生產控制、作業計劃和物料補廢等功能。在生產過程中,有時要將在同一臺機床上操作的相鄰工序進行合并,為此提供了工序合并功能。車間調度管理對應于工票級的生產管理,指導具體生產任務的執行。首工序派工是針對零件的首工序生產,在生產前需要申請并接收相關物料;轉序單派工是指根據上道工序的轉序單生成下道工序的生產任務,伴隨著物料在工序間的流轉和轉移。在生產過程中出現廢品時,可能考慮重新投料生產。
5.工單管理
Ø 用于新建工單并對其進行狀態控制,包括新建工單、復制工單、下發工單、終止工單、修改工單等功能。一旦接收生產任務,則生成工單,如果出現變動,則對工地那進行修改,隨后將工單下發到車間及人員,任務完成后對工單據進行統計;
Ø 工單包括多種狀態,工單狀態用來實現對工單執行情況的詳細控制,例如未啟動;
Ø 的工單不能下發到車間啟動生產任務。
6.在制品管理
Ø 利用條碼等識別技術,記錄在制品的入庫與出庫等操作;
Ø 對線上在制品生產信息及批次信息進行監控與跟蹤;
Ø 實時收集單位時間內每道工藝的原物料消耗、產能、機器負荷、標準工時、成本核算等信息;
Ø 記錄生產中每道工藝投入、完成、返修、不合格等制品的數量,定期生成相關在制品統計報表。
7.生產追溯
Ø 記錄產品生產過程經過的路徑、發生的問題、使用的物料;
Ø 追蹤到產品生產的相關責任人員、每一生產進行的時間;
Ø 通過產品追查物料的供應商、批次等信息;
Ø 根據物料追查影響的產品,并對產品針對不同的狀態進行及時的現場截留、停止發貨或跟蹤服務的處理。
8.車間質量管理
Ø 對質量數據進行采集,對采集回來的數據進行質量狀況分析;
Ø 每一道生產后,都根據相關措施進行質量把關,質檢人員針對該工步的檢測情況,錄入相應的檢驗結果和檢驗數據。通過質量追溯過程,實現對關鍵件的質量跟蹤;
Ø 質量控制與反饋,質量返修信息錄入與查詢,實時統計缺陷分布、缺陷發生原因,及時出發糾正措施;
Ø 質量報警。出現質量問題時,按觸發等級自動報警的功能,同時將報警信息以郵件或短信方式發給相關層級的人員進行提醒處理。
Ø 完整記錄返修的過程
9.物料管理
Ø 實時物料信息查詢,實現關鍵物料追溯,關鍵件條碼追溯;
Ø 根據生產計劃的缺料表,及時采購和收進所需的物料,超出安全庫存和沒有需求的物料拒絕采購和進廠;
Ø 根據BOM的多層關系,對生產計進行物的齊套檢查,出發對短缺物料的采購,并在物料無法獲得市,允許調整生產計劃,減少上線工單的缺料發生;
Ø 針對現場缺料、出發要求申請,拉動倉庫及時補料;
Ø 一句生產計劃的安排,提前安排物料備料,并按節奏進行配送,根據生產現場發出的物料要料請求,及時進行物料補充配送;
Ø 對在線物料進行管理,實現對物料的個體和批次在線推移、傳遞、消耗、轉化等信息進行采集、記錄、跟蹤、整理、分析和共享等信息管理功能。
上一篇:微締機械裝備MES管理模塊
下一篇:暫時沒有了